英威腾DA300伺服在固晶机上带直线电机的调试步骤
发布时间:2022-10-20点击量: 2026
一、引言
固晶机又称上晶机,晶片粘贴机,绑定芯片机。是一种固定晶体,半导体封装的机械。主要运用于各种(WIRE BONDER)金丝超声波焊接设备的引线框架压板,以及各种(DIE BONDER)芯片贴装。本设备具有取晶、点胶、固晶等功能于一体,设备是由电脑软件控制板卡,发脉冲给伺服驱动器,伺服驱动器走位置模式接收脉冲后驱动直线电机,从而带动取晶台或者固晶台动作,摄像头会捕捉晶体变化反馈给控制系统,从而调整下一步控制指令。
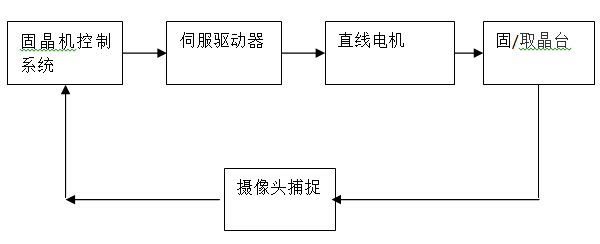
图1:固晶机系统控制图
二、固晶机的工作原理以及工作特点
1、设备整体介绍
本文仅以英威腾DA300驱动器在某固晶机厂家应用为例进行介绍,如图2所示, 整个机器分为两边,左半边和右半边完全对称相同,其实就是相当于两个固晶机组成的一个大的固晶机,互相不干扰。从左往右分别为取晶台、固晶台。目前一般的机器中会在取晶台和固晶台使用英威腾DA300,每个台都有X轴Y轴,所以一台固晶机会用到8台DA300驱动器。
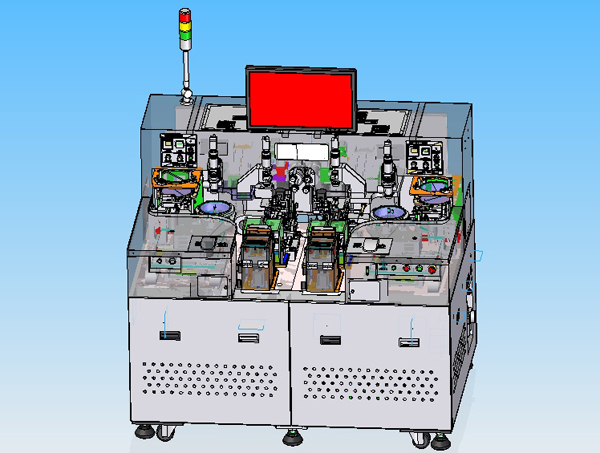
图2:固晶机的结构简图
2、工作原理
整个过程是取晶台、固晶台、摆臂、点胶机构、视觉检测等互相配合完成的,如图3为固晶机的俯视结构图。由上料机构把PCB板传送到工作台卡具上固晶台的工作位置,先由点胶机构将PCB需要键合晶片的位置点胶,然后摆臂从原点位置运动到吸取晶片位置,晶片放置在取晶台的薄膜支撑的扩张器晶片盘上,摆臂到位后吸嘴向下运动,顶针向上运动顶起晶片,在拾取晶片后摆臂返回原点位置(漏晶检测位置),摆臂再从原点位置运动到键合位置,吸嘴向下键合晶片后摆臂再次返回原点位置,这样就是一个完整的键合过程。当一个节拍运行完成后,由机器视觉检测得到晶片下一个位置的数据,并把数据传送给晶片盘电机,让电机走完相应的距离后使下一个晶片到对准的拾取晶片位置。PCB板的点胶键合位置也是同样的过程,直到PCB板上所有的点胶位置都键合好晶片,再由传送机构把PCB板从工作台移走,并装上新的PCB板开始新的工作循环。
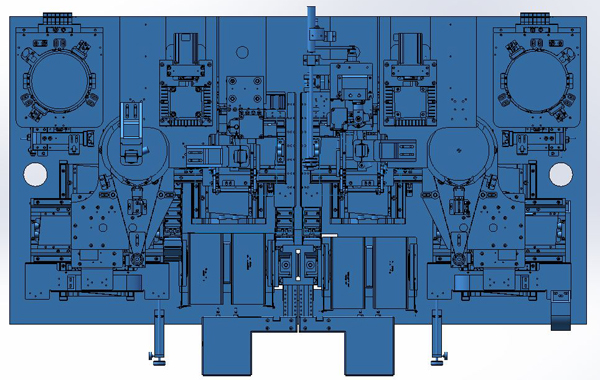
图3:固晶机的俯视结构图
整个过程的速度非常快,随着多打的板子的孔越小,精度也就要求更高,而且需要足够稳定。客户一般需要在位置指令发送给驱动器结束时间到10ms的时候滞留脉冲为5个以下,如同4的波形示例。
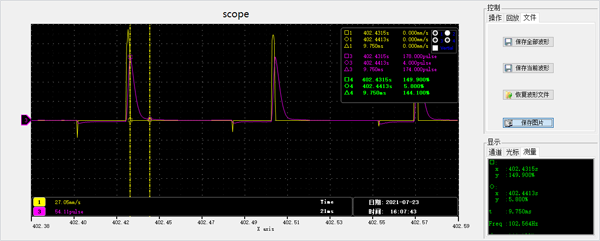
图4:示波器波形图

图5:现场工作台部分机器背面的电气柜图
三、功能实现
英威腾DA300带直线电机为带第三方电机,且直线电机的调试与旋转电机的调试有一些差别。第三方电机是没有电机码直接导入参数的,所以需要手动输入电机参数。
1、首先打开SeevoPlorer软件,用户权限选择开发人员,设置配置表为DA300_Line_1.04,然后查看帮助—关于,界面的文件显示为直线电机的配置文件。同时可以看到R0.00组电机转速是mm/s。
2、其次将客户给到的电机参数手动输入P8组,下图6为现场的直线电机参数表格示例。

图6:电机参数
功能码 | 功能 | 设置 | 说明 |
P8.00 | 额定电压 | 铭牌设定 | |
P8.01 | 额定电流 | 铭牌设定 | |
P8.02 | 额定转速 | 铭牌设定 | |
P8.03 | 额定转矩 | 铭牌设定 | |
P8.04 | 额定功率 | 铭牌设定 | |
P8.05 | 极对数 | 1 | 直线电机的极对数默认都是1 . |
P8.06 | 电机相序 | 正序 | 默认正序。最新版的软件可以自学习电机的相序,但是一般建议不修改该参数,通过点动测试电机运行方向,然后确定是否调换电机动力线的相序。 |
P8.07 | 转动惯量 | 铭牌设定 | |
P8.08 | 定子线电阻 | 铭牌设定 | |
P8.09 | 定子线电感 | 铭牌设定 | |
P8.10 | 电机反电势 | 铭牌设定 | |
P8.11 | 电机最大电流 | 铭牌设定 | |
P8.12 | 电机最高转速 | 铭牌设定 | |
功能码 | 功能 | 设置 | 说明 |
P8.13 | 电机最大转矩 | 铭牌设定 | |
P8.14 | 编码器过温值 | 见编码器 | |
P8.15 | 电机类型 | 直线电机 | |
P8.16 | 直线电机极距 | 极距可以理解成旋转电机转动一圈所走的距离,极距的单位是mm/360°,有的直线电机铭牌的单位是mm/180°,注意要换算成360°是对应的大小。 | |
P8.18 | 编码器分辨率 | 大小=极距/光栅尺的精度,例如,直线电机极距为24mm/360°,光栅尺的分辨率为0.5μm,则分辨率为;24/0.5*1000=48000. | |
P8.19 | 编码器偏执角 | 默认值 | |
P8.20 | 编码器Z信号类型 | 默认值 | |
P8.23 | 编码器UVW类型 | 12 | 12:UVW无霍尔 |
P8.24 | 电机过载率设定 | 默认值 | 一般为 500%过载。 |
……… | 其他功能码 | 默认值 |
表1:P8组参数
注意:需要注意的是电机的额定电流、电压、电阻、电感、功率、反电动势常数、磁变周期为P8.16的电机极距,编码器分辨率需要算好后正确输入,电机参数中吸力大小后的参数不需要管。
3、为了使直线伺服电机的正方向与编码器的正计数方向一致,需选择直线伺服电机的相序,在设定直线伺服电机的相序前,需确认以下几点:
① 用手将电机从行程的一端移动到另一端后,使用面板或上位机软件,通过监控参数 R0.02[反馈脉冲累积]确认返回的脉冲数是否正确。
例如,使用的光栅尺分辨率为 1um,试着用手将直线伺服电机朝线性编码器的正计数方向移动 1cm,此时其反馈脉冲数为:1cm/1um=10000 脉冲
(注:实际的监控显示与移动距离之间存在误差,因此接近上述值就没有问题)。
② 按照表2设置好参数
功能码 | 功能 | 设置 |
P9.20 | 厂家运行模式 | 电流模式 |
P9.21 | 人工角度 | 逐渐增加 |
P9.26 | D轴电流命令 | 1A左右即可 |
然后将 P9.22 人工角度从 0-180 每 30°增加一次,观测电机动子的移动方向是否对应编码器计数的正方向,若相反,则任意调换 UVW 中的两相顺序,重新上电后再试,直到电机移动的方向与编码器计数方向一致。注意:必须满足电机相序与编码器正序方向一致,如果在未正确连接电机 UVW 三相动力线的情况下启动电机,会导致电机无法启动或失控,因此请务必在启动前进行确认。
4、最后进行磁极检测。
一般直线电机位置反馈传感器都没有UVW信号,因此在运行前必须进行磁极检测以确定伺服直线电机的电气角坐标。伺服系统在未正确获取伺服电机的电气角之前无法进行正常的运动控制,此时监控参数r0.30系统状态会显示为2(磁极未确定),上位系统也可通过IO口伺服准备就绪(/RDY)输出信号监控伺服状态。
有3种方法可以启动伺服检测,基本最多使用的就是直接使用P6.50进行使能(需要断使能)的方法。
5、直线电机的调试一定要把电机参数输入正确,保证相序无问题的前提下才能进行点动测试。
四、结束语
固晶机行业目前逐渐国产化,而英威腾DA300驱动器在性能方便特别是响应速度、参数统一性都具有一定优势,在市场应用上,广受客户认可。
相关案例

DA300直线型驱动在固晶机上的应用
随着技术发展、产品成熟、厂商积极推动、智慧照明相关概念普及,中国LED市场进入高速发展阶段。在LED封装工艺中,固晶焊线是非常重要的环节,工艺的好坏会对LED封装器件的性能造成巨大的影响。因此,封装厂商对于固晶机的选择十分谨慎。

英威腾DA300伺服为功率半导体行业增智增力
随着时代的发展,功率器件作为各种工业设施、消费电子、家用电器等设备电能控制转换的核心器件,几乎用于所有的电子制造业。在各种机械设备智能环保发展的今天,英威腾作为值得信赖的工控与能效解决方案提供商,紧随时代潮流,将我们的系统解决方案创新应用于全自动超声波粗铝丝压焊机,实现其精准高效焊接,为国有功率半导体行业蓬勃发展增智增力